Arbeitszyklus
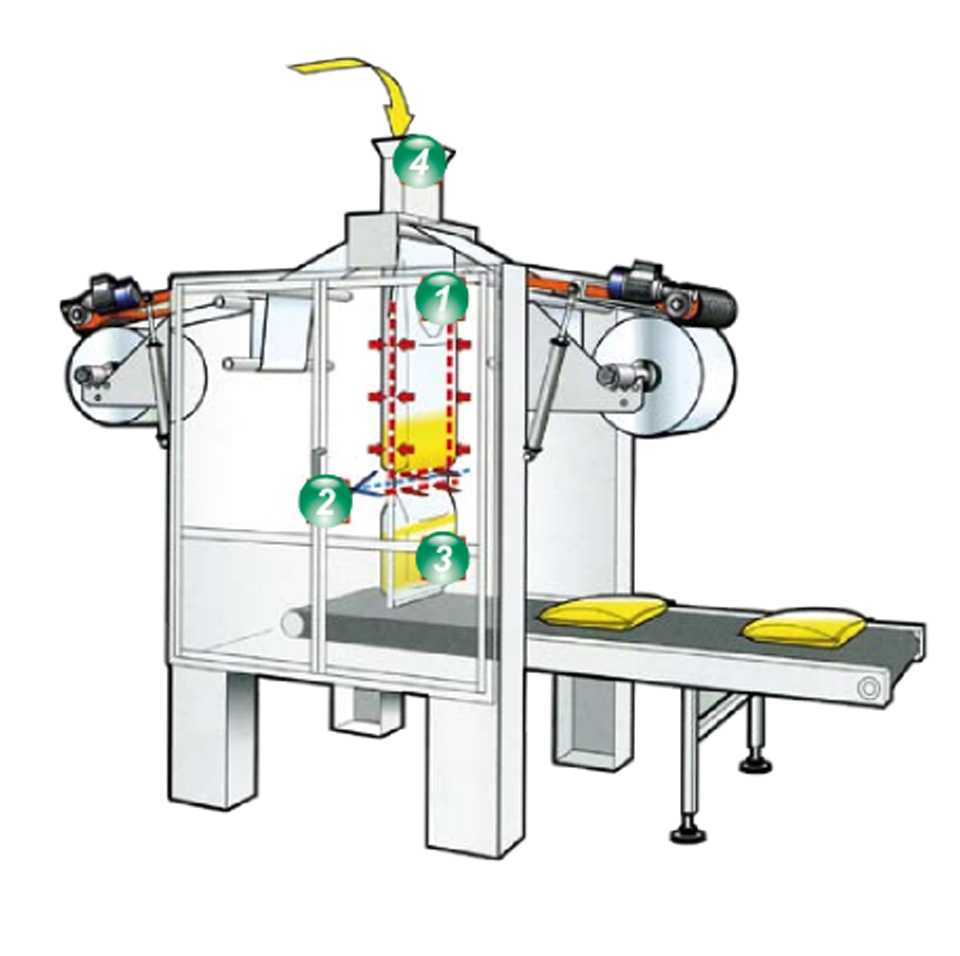
Beutelversiegelung an den vier Seiten. Die Folie wird von zwei Spulen und dann an den Seiten (1) durch die Thermo-Schweißstation geführt; während dieser Phase wird gleichzeitig sowohl der Boden als auch der Kopf des Beutels (2) verschweißt wäh-rend die gefüllten Beutel (3) separiert werden. Die Seiten und der Boden wird während der Füllphase (4) thermover-schweißt; dies verkürzt Produktionszeiten.
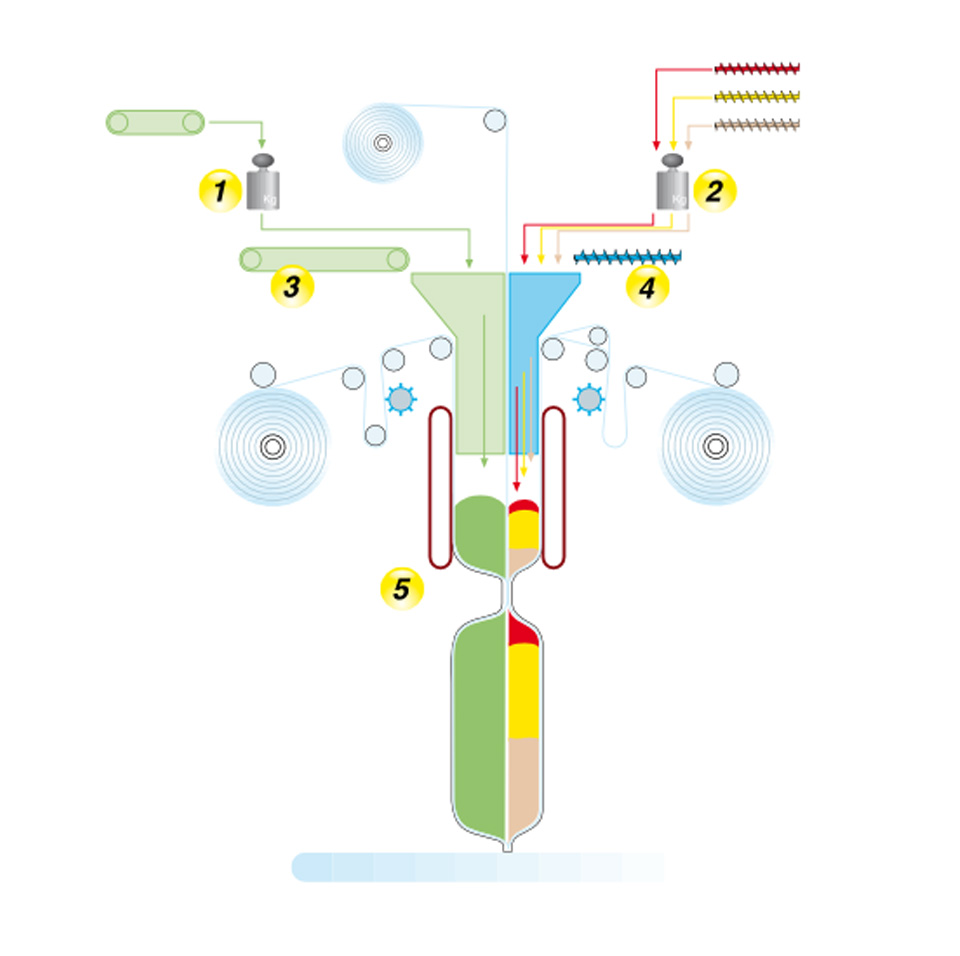
1 Verwiegung von Zuschlagsstoffen (Sand, Kies, etc.) mit Förderband.
2 Verwiegung von Bindemitteln (Zement, Kalk, etc.) mit Förderschnecke.
3 Zuführung Zuschlagsstoffe (Sand, Kies, etc.) mit Förderband.
4 Zuführung Bindmittel (Zement, Kalk, etc.) mit Förderschnecke.
5 Abfüllung von 2 Produkten.